Additive Manufacturing
WHAT IS ADDITIVE MANUFACTURING?
Additive manufacturing, popularly known as 3D printing, is the production process by which a 3D CAD model is converted into a physical object by joining material layer by layer. In this process, no special tools like a cutting tool or moulds are required as the part is directly manufactured or printed onto a print bed. Additive manufacturing is used for rapid manufacturing, rapid prototyping, and rapid tooling where a master is made via 3D printing. It is primarily used for building physical models, prototypes, patterns, tooling components, and production parts in plastics, metals, glass, ceramics, composites, and biomaterials. By opting for Additive Manufacturing, companies can streamline and expedite the product development process, and use it as a product visualisation tool helping them fine-tune every aspect of the design before putting it out into the market.
APPLICATIONS:
Additive manufacturing is used to make show or concept models, production parts, spare parts, rapid prototyping of a product, rapid manufacturing, and rapid tooling.


HOW DOES IT WORK?
In traditional subtractive or formative technologies, an object is manufactured either by carving or shaping material into the desired objects. In Additive Manufacturing, an object is manufactured or printed directly onto a print bed via the use of CAD software. With the aid of a computer generated 3D model, the object is split it into several cross sections and then built on the print bed by adding the material layer upon layer until the process is completed.
ADDITIVE MANUFACTURING PRODUCTS
In traditional subtractive or formative technologies, an object is manufactured either by carving or shaping material into the desired objects. In Additive Manufacturing, an object is manufactured or printed directly onto a print bed via the use of CAD software. With the aid of a computer generated 3D model, the object is split it into several cross sections and then built on the print bed by adding the material layer upon layer until the process is completed.


AM PROCESSES
There are various processes in additive manufacturing where parts are manufactured in a layer by layer fashion and the material is either jetted, extruded, photo-cured, laminated, or fused using filaments, powders, liquids, pastes, powders or sheets.
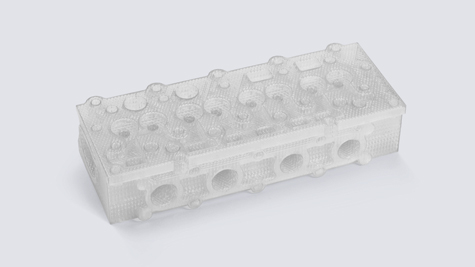
SLA
Stereolithography (SLA) is an additive manufacturing process that can be used for aesthetic testing and production of highly detailed parts with a smooth finish. SLA is used to make prototypes which require high finesse as the process builds up one layer at a time by tracing a UV laser beam on the surface of photo-curable liquid resin. The build platform moves so that the surface of the platform is immersed one layer-thickness below the photopolymer resin surface. With each subsequent layer, a fresh layer of photopolymer resin flows across the part for the next sequence. Once the part is complete, it is placed in a photo curing oven where it's exposed to UV light for curing to take place. The curing makes intricate detailing and a smooth finish easy to achieve.
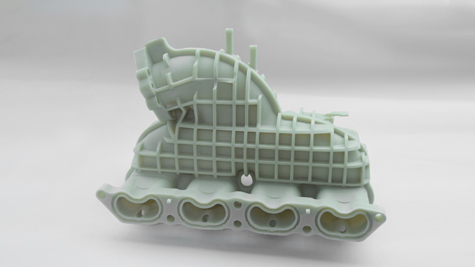
SLS
Selective Laser Sintering (SLS) is the technology of choice to produce limited volume end use parts. SLS utilizes a CO2 laser to "sinter" or melt powdered thermoplastic materials in subsequent layers. The laser is guided across the part bed by a scanning system and "selectively" sinters the material based on information from the 3D CAD data. Once the model is complete, it is removed from the part bed and finished by removing any loose material and smoothing the visible surfaces. This ensures a single durable part that can be put through all required tests. SLS prototypes do not require any post curing which help create previously impossible geometries that are functional and complex, thin-walled ducts, impellers, enclosures and housings, and living hinges with relative ease.
MULTI JET FUSION
The HP Jet Fusion reinvents how one prototypes and produces functional parts, delivering quality output upto ten times faster and at half the cost. It offers complete voxel control, functional parts, and high dimensional accuracy. It works when a print carriage containing an HP Thermal Inkjet array jets fusing, detailing, and colouring agents onto the print material in the build chamber which is followed by a fusing energy that binds them together, the platform moves downwards as each layer gets completed and this process is repeated until the complete part is printed. The process ends with the part being subjected to air cooling.
POLYJET
Polyjet is used to make components and assemblies of different materials, colours, and transparencies in a single build. It offers high accuracy and speed and even the finest details can be printed.In Polyjet printing, UV curable resin in ultra thin layers is jetted onto a build platform similar to inkjet printing, along with a gel like support material. Each layer is cured by UV light as it is jetted onto the platform, with the completion of each layer, the build platform moves downwards and the process is repeated. Objects made via polyjet can be used and handled immediately post curing. The support material is subsequently removed by water jetting.
DMLS
Direct Metal Laser Sintering is ideal for prototyping and production of metal parts with complex geometries, organic shapes, and hollow designs. It optimizes performance and minimises weight as compared to similar part made using traditional manufacturing technology. DMLS uses the heat of a laser to fuse metal particles together in subsequent layers. The laser is guided along the scanning bed based on the data provided by the CAD model. Once the model is complete, it is removed from the part bed and the excess powder is removed, after which it is heat treated to eliminate any residual stresses. It is finished by removing the supports, and smoothing the surfaces.
ADVANTAGES OF AM
QUICK TURNAROUND TIMES
Product development is much faster compared to traditional manufacturing.
HIGH CUSTOMISATION
Each and every part can be customised according to every need.
COMPLEX GEOMETRY
Parts with complex geometry are easily printed and as simple parts.
SCALABILITY
Additive Manufacturing allows production of 1 part or 100 parts.
MATERIALS USED IN AM
RESINS
Resins are ideal for parts that require high finesse and detail. The resin is a photopolymer in the form of a viscous liquid that requires a light source to produce and cure a desired part. Imaginarium offers Accura 25, Accura 60, and ABS.
NYLON POWDER
Nylon powder is used extensively in SLS as it is very flexible, offers good heat and chemical resistance, and the unsintered powder acts as a support to the part that is manufactured. Imaginarium offers PA6, PA12 glass-filled.
METAL POWDER
Metal powders are used mainly in DMLS and produce parts for high-end engineering applications. The metal parts produced have high strength, high hardness, and high thermal capacity. Imaginarium offers Stainless Steel, Aluminium, and Titanium.
Access our entire suite of manufacturing services with Rapid Online Factory In Just a few Clicks.
Log on to rapid.imaginarium.io to turn your concepts into reality today.